
Passivation could be a non-electrolytic method to remove free iron from the surface associated forms an inert, protecting oxide layer that successively renders the stainless-steel a lot of rust-resistance because of lack of iron to react with the atmosphere by using nitric or citric acid. Here we discuss What is Passivation? How Does Passivation Process Work? How to Passivate Stainless Steel Parts?
- Explore new openings in Pharma Profession by Making yourself Skilled as Technical Associate in The Central Drugs Standard Control Organisation CDSCO
- What is the fumigation and fogging?
- What is viable and nonviable Particle Count?
- What is Data Integrity and ALCOA Plus?
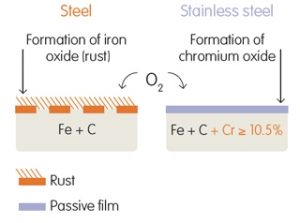
Stainless steel is stainless as a result of the protecting Cr oxides on the surface. If those oxides are removed by polishing, or by reaction with bleach, then the iron in the steel is exposed and can be rusted. Passivating stainless steel is typically accomplished in the industry by dipping the part in a bath of nitric acid or citric acid.
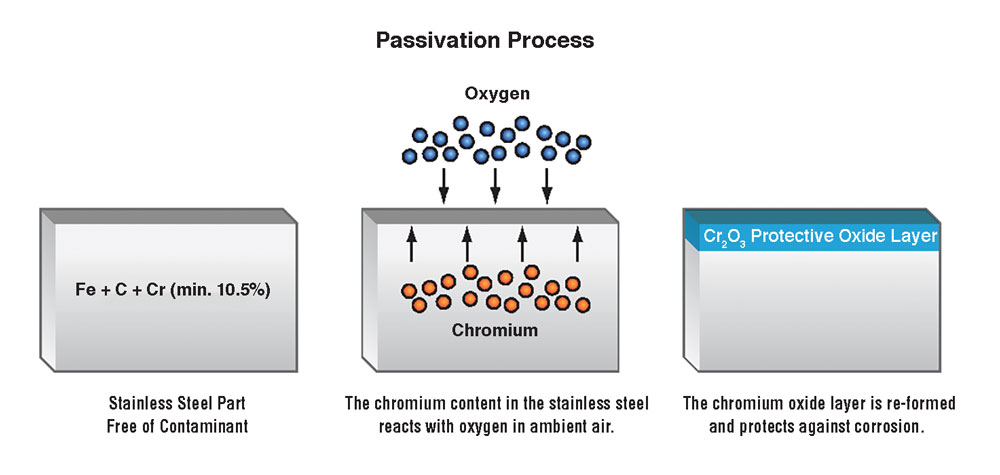
Nitric acid dissolves any free iron or alternative contaminants from the surface, which cleans the metal, and it re-oxidizes the chromium; all in about 20 minutes. When the surface iron is removed and therefore the alternative elements of the alloy (primarily Cr, often nickel as well) are left behind as a surface layer over the underlying steel. Upon exposure to air, these elements react with oxygen to form an oxide layer that protects the rest of the steel from corrosion.
This corrosion-resistant surface will be broken through mechanical means that heat or chemical injury. Nitric acid is generally used to passivate stainless steel, but recently a safer and more effective means using citric acid has been introduced. Unlike nitric acid, citric acid also passivates stainless steel.
Why Citric acid is safer and better than nitric acid for Passivation?
• Citric acid does not remove other elements in the alloy effectively limiting the depth of the final chrome oxide layer.
• Citric acid does not introduce heavy metals (hazardous waste) into the bath.
• Citric acid only removes iron.
• Citric acid is much safer and environmentally friendly because it does not emit harmful nitrogen oxide vapors.
• It does not require special handling equipment.
• It can also clean and brighten the metal
Advantages of Passivation
• Improved Corrosion Resistance
• Uniform, smooth look • Deburring (Polished Surface)
• Cleanliness
• Improved & Extended lifetime of Product
• Removes surface contamination
• Reduces the chance of product contamination
Process of Passivation:
Passivation disbursed in 2 stages.
Stage-1: Removal of free iron or iron compound from the inner surface, free iron or iron compound will produce localized site wherever corrosion will continue, Acid will dissolve away the iron or iron compound.
Stage-2: Use of oxidizer to force conversion of Cr to oxidized it to make a layer on the inner surface of the metal to shield the surface from oxidation.
1. Prepare 5%-10% v/v nitric acid solution in water in a clean tank or instrumentality. The volume of the solution shall be such a tank or instrument shall not be empty throughout circulation solution through pipe assembly.
2. Connect each end or one end of the involved piece of pipe with acid compatible clean pipe/pipes.
3. One end of the pipe assemble shall be connected to the outlet of the pump and alternative end shall be dipped into the tank or instrument during which the solution of nitric acid is ready.
4. start the pump and flow into the solution through the pipe assembly for not but 60 minutes.
Once the passivation method is completed, rinse the elements in water or a solution of sodium bichromate(Na2Cr2O7) to neutralize any remaining acid on the surface of the elements, and so drying them. Rinse water pH ought to be check and the pH value of the rinse water sample shall be 5.0 to 7.0.
Since passivation involves the use of acids, it ought to be performed by trained personnel only. The person must take adequate protection like using safety goggle or face protect, acid resistance gloves, safety shoes, protecting gowning and alternative instrumentation to keep up safety throughout the operation.
Stainless Steel Passivation Specifications:
Passivation processes are generally controlled by industry standards, the most prevalent among them today being
| ASTM A 967-01 | Specification for Chemical Passivation Treatments for Stainless Steel Parts (based on US Defense Department standard QQ-P-35C) – one of the most common passivation specifications |
| AMS 2700 | Passivation of Corrosion resistant steels |
| QQ-P-35 | Passivation Treatment for corrosion resistant Steel |
| ASTM A 380-99 | Practice for Cleaning, Descalling and passivating os stainless steel parts, equipment and systems |
| ASTM F86 | Standard Practice for surface Preparation and Marking of Metalic Surgical ImplantsAMS 2700 |
- What are Windows Security Policies or group policy management for the GxP computerized system?
- Clininvent Research is hiring Production and QC Chemist
- How to write User Requirement Specification?
- Chemex Global is Hiring Quality Head
- Bengal Beverages is hiring a SENIOR MAINTENANCE ENGINEER
- Ransh Pharma: Best Intermediates Manufacturing Unit at Visakhapatnam
- Ind-Swift-Laboratories Ltd (API Unit) is hiring for the R&D department
- Syngene International Ltd is Hiring M.Sc, M.Tech, M.Pharma
- Urgent Opening for Business Development Executive/ Manager
- Meyer Organics is Hiring for Quality Control, Production, and Store Departments.
- Torrent Pharma is hiring for the R&d Center Gandhinagar
- Amneal Walk in Interview for Ahmedabad Unit
- Endo India Par Formulation is Hiring for Quality Control Department
- QC Chemist
- Urgent Opening for Sales & Marketing Executive
- What is 3D Bioprinting? Basic Principles, Techniques, and Application of 3D Bioprinting.
- Basic Principle and Procedure of Fungal Staining
- OXYGEN MANAGEMENT FOR SUSTAINABLE ENVIRONMENT
- Urgent opening for Chemist for Food Lab and Metal Lab
- Urgent opening for Business Development department Manager for CRO.
- Urgent Requirement for Field Sales & Marketing Executive
- Urgent Opening for Plant Head- Pharmaceutical
- Cipla Walk-In-Interview at For multiple positions
- Urgent Opening for Freshers BSC, Btech Chemical
this is very helpful for us
ty sir
yes thx, we need it….
Comments are closed.